
Техническое описание — Уплотнения поршня
Описание поршневых уплотнений (Piston Seals)
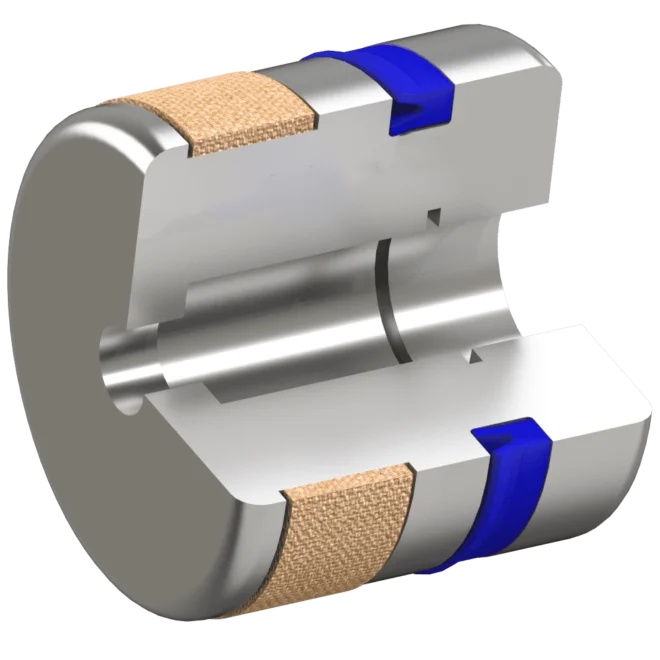
Уплотнения поршня гидроцилиндра (Piston Seals) принято использовать в качестве протектора головки поршня — они препятствуют утечке рабочей жидкости гидроцилиндров и обеспечивают надежную герметичность соединениям.
Сами соединения бывают неподвижными, соединенными между собой сварочным способом, и разъемными, для которых и предназначены резиновые кольца. Подвижные соединения штока и поршня уплотняются при помощи специальных манжет, которые могут быть выполнены из резинового или резино-тканевого материала.
В настоящее время существуют две категории уплотнений: одностороннего и двухстороннего действия, они отличаются направлением давления, которое генерируется внутри гидроцилиндра.
Разрезные поршневые кольца способны работать при максимально высоких температурах, препятствуя протеканию жидкости в гидросистеме, поэтому их применение является залогом длительной и эффективной работы гидроцилиндра. Различные типы профилей гидравлических уплотнений позволяют подобрать необходимую модель для определенного вида гидроцилиндра.
Уплотнения поршня (Piston Seals) производятся из высококачественных и износостойких материалов. Универсальные уплотнения для водянистой и жирной рабочей среды сделаны из нитрил-каучука (NBR), полиуретановые уплотнители выдерживают температуру от -30°C до +80°C, а поршневые уплотнители из фторкаучука (FRM) способны выдерживать и +200°C.
Нитриловая резина — это полимер синтетического происхождения, которому не страшны пропан, минеральное, нефтяное и другие виды масел, дизельное топливо, а также — при низких температурах — разбавленные кислоты и солевые растворы. Однако нитрилкаучук плохо совместим с полярными растворителями и бензолом. Фторкаучук отличается повышенной термостойкостью и может смело использоваться в агрессивной среде.
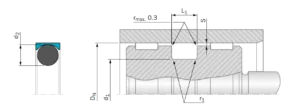
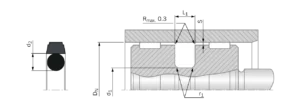
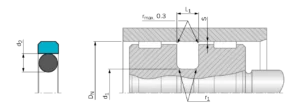
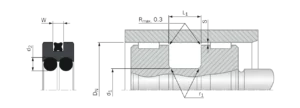
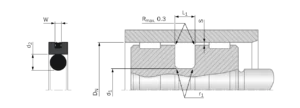
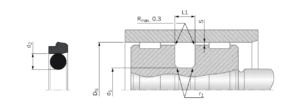
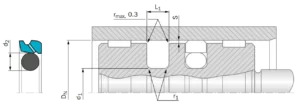
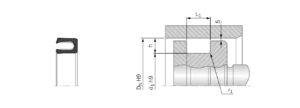
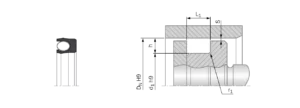
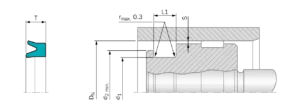
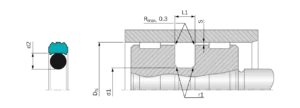
Для размеров монтажных пространств уплотнений существуют международные (ISO) и национальные (DIN) стандарты, которые должны учитываться при разработке новых конструкций. Для уплотнений, требующих специальной посадочной канавки, например специальных уплотнений, уплотнений клапанов, уплотнений роторов и т. д., размеры посадочной канавки указываются отдельно.
Установка уплотнения поршня
Требования к уплотняемым и заходным поверхностям указаны на схемах посадочных мест. Только их безусловное соблюдение позволит получить герметичное уплотнение с большим ресурсом работы. Любые повреждения уплотняемых и заходных поверхностей (заусеницы, вмятины, следы коррозии, сколы хрома и т. п.) не допускаются.
Перед сборкой гидроцилиндра необходимо провести контроль состояния поверхностей штока, гильзы, посадочных мест и заходных конических поверхностей на предмет отсутствия указанных дефектов. Все детали должны быть очищены от загрязнения, влаги, консервационной смазки, стружки, продуты сжатым воздухом и смазаны рабочей жидкостью.
Монтаж уплотнительных колец (Piston Seals) должен производиться методом, исключающим механические повреждения. Ниже приводятся рекомендации по способам и конструкциям приспособлений для такого монтажа.
Установка уплотнений в открытую канавку не вызывает трудностей и не требует специальных приспособлений. Также просто производится и монтаж разъемных уплотнительных колец типа. Для установки неразъемных уплотнительных колец в закрытую (глухую) канавку необходимы специальные приспособления:
- лепестковый пластмассовый стакан и коническая оправка для монтажа уплотнительного кольца;
- обжимная оправка для осадки уплотнительного кольца.
Монтаж производится следующим образом: Первым в канавку поршня устанавливается поджимное резиновое кольцо. Скручивание кольца не допускается. Затем на поршень устанавливается коническая оправка.
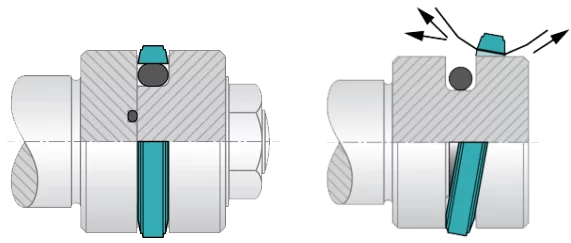
Для облегчения монтажа и исключения возможности разрыва уплотнительных колец и при растяжении на оправке их рекомендуется предварительно нагреть до 100°C в термошкафе, либо погружением в кипящую воду на 3-5 минут с последующим удалением воды с поверхности колец.
Нагретое кольцо устанавливается на оправку и натягивается по оправке на поршень с помощью лепесткового стакана до попадания в посадочное место. Затем уплотнение осаживается обжимной оправкой с калибрующим диаметром, равным диаметр у гильзы гидроцилиндра.
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |